服务热线,营业执照
13827710288
服务热线,营业执照
13827710288

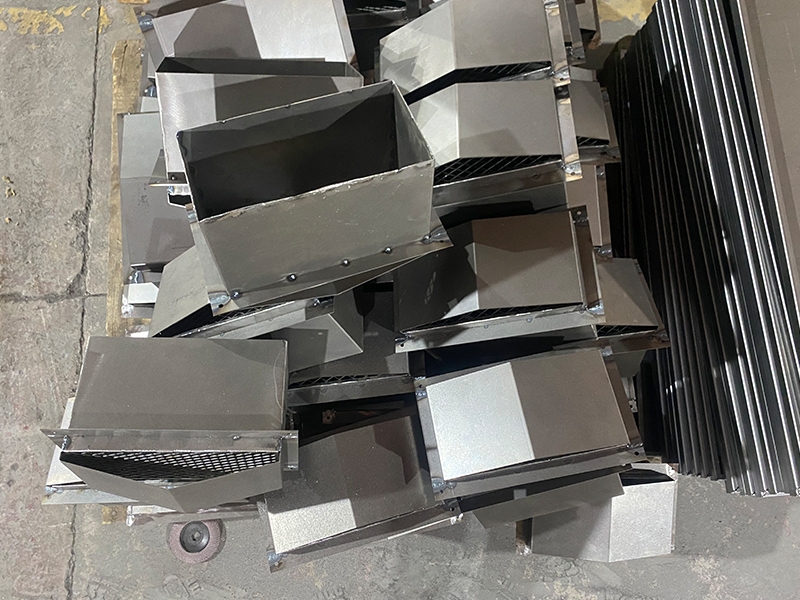
机械钣金定制加工中的分工和操作需要明确规定。应根据开发图纸和批量大小选择不同的下料方法。不锈钢钣金的加工方法有激光、数控冲孔、剪切、模具成型等。本文主要介绍不锈钢钣金加工的步骤,主要分为以下几点:
选择消隐。完成后,进入下一个过程。不同的工件根据加工要求进入相应的工序。
在完成折弯、铆接等工序后,钣金工件需要进行表面处理。不同板材的表面处理方法各不相同。冷板加工后,一般要进行表面电镀。电镀后不进行喷涂处理;采用磷化处理。磷化处理后,进行喷涂处理。电镀板表面清洗,脱脂,然后喷涂。
喷涂后,组装过程开始。装配前,应将原来用于喷涂的保护贴纸去除,以确保没有油漆或粉末洒入零件的内部螺纹孔中。在整个过程中,应戴上手套,防止手上的灰尘附着在工件上。有些工件应吹干净。组装完成后,进入包装阶段。检查后,将工件放入专用包装袋中进行保护。对于一些没有专用包装的工件,采用气泡膜等进行包装。在包装前,应将气泡膜切割到能覆盖工件的尺寸,避免包装时切割,可能影响加工速度。对于大量的不锈钢,我们可以定制特殊的纸箱或气泡袋,橡胶垫,托盘,木箱等。包装后放入纸板箱中,然后在纸板箱上贴上相应的成品或半成品标签。
不锈钢钣金加工件的质量不仅在生产过程中有严格的要求,而且需要在生产过程中独立进行检验。一是严格按照图纸控制尺寸,二是严格控制外观质量。这样,在不锈钢钣金加工过程中,开发图中的错误,制造过程中的不良习惯,以及制造过程中的错误都可以被识别出来。
弯曲时,首先要根据图纸上的尺寸和材料厚度确定弯曲所用的刀具和刀槽。避免产品与刀具碰撞造成的变形是选择上模的关键(在同一产品中,可以使用不同型号的上模)。下模的选择是根据板材的厚度来确定的。
铆接时,应考虑到螺柱的高度,选择相同但不同的模具,然后调整压力机的压力,以确保螺柱与工件表面齐平,避免螺柱压不牢或压出工件表面以外,从而可能造成工件报废。焊接方式有氩弧焊、点焊、CO2保护焊、手工电弧焊等。当涉及到点焊时,首先要考虑被焊工件的位置。在大批量生产不锈钢钣金时,应制作定位夹具,以保证点焊位置的精度。
为了确保焊接牢固,在待焊工件上做凸点。这使得凸点在进行电焊之前与板均匀接触,确保每个点的加热一致。同时,还可以确定焊接位置。同样,焊接前应适当调整预压时间、保温时间、维护时间、休息时间,以保证工件点焊牢固。
钣金件表面预处理后,进入喷涂工艺。当工件装配后需要喷涂时,需要保护齿或一些导电孔。对于齿孔,可以插入软橡胶棒或螺钉。对于需要导电保护的,应使用高温胶带。大批量时,应制作定位夹具进行定位和保护,使喷涂不会到达工件内部。工件外表面可见的螺母(法兰)孔应用螺钉保护,以防止在螺母处需要重新穿线

手机:13827710288 邮箱:1375332758@qq.com
网址:www.gdbaolimetal.com
地址:佛山市南海区狮山镇大圃横岗工业区横兴路自编43号
| |
| 手机站 | 微信 |